")

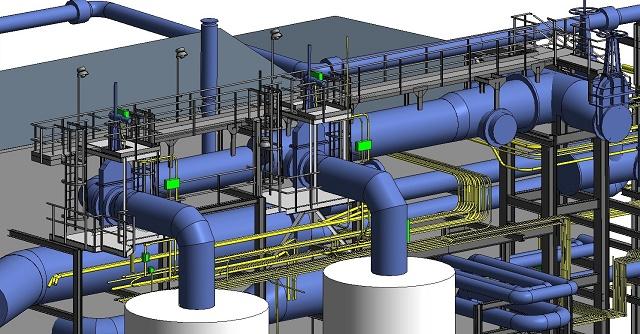
لوله کشی و به تعبیر درست پایپینگ یکی از گسترده ترین و پرکاربردترین دانش های مهندسی است که تقریباً می توان گفت در تمام صنایع استفاده شده و از صنایع دریایی گرفته تا صنعت نفت و گاز و یا در صنایع آب رسانی و تصفیه خانه های آب و فاضلاب یا حتی در ساختمان ها جزء موارد حیاتی به شمار می رود تا جایی که تشابه پایپینگ در یک واحد صنعتی با رگ های بدن انسان مقایسه می شود. لوله کشی معمولاَ در سه حالت زیر دسته بندی می شود:
- انتقال مواد: نظیر خطوط انتقال نفت که به آن PIPE LINE گفته می شود.
- لوله کشی ساختمانی: نظیر آب سرد و گرم که به آن PLUMBING گفته می شود.
- لوله کشی صنعتی: نظیر پتروشیمی، نیروگاه و پالایشگاه که به آن PIPING گفته می شود.
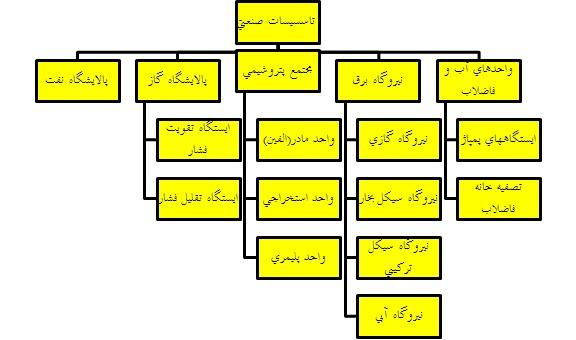
نمودار زیر محدوده استفاده از پایپینگ در صنایع مختلف را نشان می دهد:
برای طراحی، اجرا، تست و راه اندازی واحدهایی که دارای لوله کشی صنعتی می باشند، سه نوع نقشه مورد نیاز است:
- نقشه P & ID:
نقشه ای شماتیک از کلیه تجهیزات فرآیندی و غیر فرآیندی ناحیه ای از یک واحد صنعتی که در آن نحوه ارتباط کلیه تجهیزات به یکدیگر، جهت جریان، نحوه کنترل جریان ها، پارامترهای کنترلی مانند دما، فشار، دبی، سایز، جنس، کلاس خط، کاهنده ها و افزاینده ها و نحوه ارتباط آنها با سایر نواحی به آسانی قابل مشاهده و پیگیری است.
- نقشه پلات پلان:
یک دید یا نما از بالای یک ناحیه از سایت یا ناحیه صنعتی خواهد بود که توسط مقاطع مختلف سعی می گردد جزئیات ریز و پیچیده آن نشان داده شود و هرگونه ابهام آن برطرف گردد. این نقشه نشان دهنده تجهیزات، اسلیپرها، پایپ رک ها، جایگذاری کلیه خطوط لوله، انواع سازه های فلزی و ساپورت ها بر اساس مختصات کلی یا محلی (طول، عرض، ارتفاع) می باشد.
- نقشه ایزومتریک:
این نوع نقشه، خاص عملیات لوله کشی صنعتی می باشد و به نقشه ای اطلاق می شود که در ایزومتریک (حالت سه بعدی اشکال ترسیم شده در کاغذ دو بعدی) ترسیم شده اند و جهت گیری خط نسبت به شمال ناحیه و جزئیات ریز طراحی را به طور کامل آشکار می کند. نقشه های ایزومتریک معمولاَ در برگیرنده اطلاعات تکمیلی مانند انواع سرجوش ها، اسپول بندی، توصیف کامل متریال مورد نیاز خطوط رسم شده در نقشه، دما و فشار طراحی کاری و تست، نوع تست هیدرواستاتیک و غیره به صورت جدولی خواهد بود. بر مهندس طراح پایپینگ است که با تکیه بر تجربه، رعایت استانداردهای لازم، خواسته های ذکر شده در قرارداد و غیره ابتدا مسیر حرکت لوله ها را براساس نقشه های P & ID و چیدمان تجهیزات موجود در سایت تعیین نموده و با بکارگیری روش ها و نرم افزارهای محاسباتی دقیق جهت تعیین رفتار سیستم لوله کشی تحت اثر نیروها و تنش های وارده برآن، مدلینگ را تا حصول نتیجه مطلوب اصلاح نماید.
جزوه آموزش جامع لوله کشی صنعتی (Piping)، جزوه ای مفید، کاربردی و بی نظیر از مباحث لوله کشی صنعتی (پایپینگ) می باشد. این جزوه مشتمل بر 8 بخش، 380 صفحه، با فرمت pdf، به زبان فارسی، همراه با تصاویر، نقشه های پایپینگ و در بر گیرنده نکات و فرمول های مهم و کاربردی، به ترتیب زیر گردآوری شده است:
بخش 1: مقدمه ای بر شناخت لوله کشی صنعتی (Piping)
- آشنایی با اصول طراحی Plant
- آشنایی با مدارک Plot Plan ،Key Plan، Piping Plan، Isometric، P & ID، Line List، Valve List، Standard Pipe Support، Pd-info و...
- معرفی کدها و استانداردهای معمول در طراحی Piping
- روش محاسبه و تعیین ضخامت جدار لوله ها و اتصالات و کلاس کاری شیرها و فلانچ ها
- معرفی اقلام و اتصالات نرمال و خاص مورد استفاده در Piping
- شناخت محدوده های کاری بخش لوله کشی در طراحی سایت های صنعتی
- آشنایی با مدارک Process & Mechanical & Vendor Data Sheet
- آموزش روش های طراحی Pipe Rack و الزامات مربوطه
- آشنایی با جنس های مورد استفاده در Piping و اصول انتخاب جنس
- آشنایی با مدرک PMS و اهمیت تهیه این مدرک در هر پروژه
- آموزش روش ساپورت گذاری لوله ها و آشنایی با انواع مختلف نگهدارنده های لوله
- تئوری آنالیز تنش در سیستم های لوله کشی صنعتی
- نقشه ها و مدارک پیوست
بخش 2: محاسبات در لوله کشی صنعتی (Piping)
فصل 1: تعاریف و اصطلاحات
- دسته بندی سیستم های لوله کشی
- تعاریف و اصطلاحات
فصل 2: مروری بر انواع اتصالات، فلنج ها، شیرها
- روش های اتصال
- اتصالات لوله کشی Fitting
- فلنج ها (Flanges)
- شیرها (Valves)
فصل 3: محاسبات ضخامت دیواره لوله
- محاسبه ضخامت دیواره تحت فشار داخلی
- محاسبه ضخامت لوله تحت فشار خارجی
فصل 4: روش های انشعاب گیری
- انواع روش های انشعاب گیری
- نحوه محاسبه Reinforcing Pad
فصل 5: سایزکردن لوله ها
- محاسبه افت فشار در لوله
- تعیین قطر لوله
فصل 6: انواع تکیه گاه های ساده (Support)
- هدف از ساپورت گذاری
- تعاریف و اصطلاحات تکیه گاهی
- انواع مهارکننده ها
- محاسبات و فواصل مجاز تکیه گاهی
- روش محاسبه تغییر مکان ها بر روی تکیه گاه ها
- روش محاسبه نیرو بر روی تکیه گاه ها
فصل 7: تکیه گاه های خاص
- تکیه گاه های فنری
- نوسان گیرها (Sway brace)
- ضربه گیر دینامیکی یا کمک فنرها (Snubber)
فصل 8: آنالیز تنش در لوله ها
- اهداف انجام محاسبات تنش
- تعیین خطوطی که می بایست در آنها آنالیز تنش انجام گیرد
- تنش های اصلی در لوله کشی
- انواع بارگذاری در لوله ها
- انواع تنش در لوله
- معیارهای طراحی براساس تنش های مجاز
فصل 9: روش های محاسباتی آنالیز تنش
- روش TubeTurn – Piping Engineering
- روش های ارائه شده توسط شرکت Grinnell
- روش حل با استفاده از اینرسی خط (Line Inertia)
فصل 10: روش های جذب انبساط حرارتی
- استفاده از Leg در مسیرهای لوله کشی
- استفاده از Loop در مسیرهای لوله کشی
- استفاده از روش Cold Spring
- استفاده از Expansion Joint
فصل 11: پیوست ها و ضمایم
بخش 3: اصول تهیه نقشه های اطلاعاتی بخش لوله کشی صنعتی (Piping)
- مقدمه
- معرفی
- مشخصات
- تبیین اجزاء
- نام فایل الکترونیکی
- حداقل اطلاعات پلان سازه
- حداقل اطلاعات پلان تجهیزات
- حداقل اطلاعات مقطع سازه
- حداقل اطلاعات مقطع تجهیزات
- حداقل اطلاعات سازه Pipe Rack در پلان
- حداقل اطلاعات سازه Pipe Rack در مقطع
- اطلاعات Loading لوله ها و تجهیزات
- روش نمایش Loading
- روش شماره گذاری عناوین نقشه
- علائم و اصول نقشه کشی
بخش 4: اصول طراحی نقشه های Plot Plan و Key Plan در پروژه های صنعتی
* مقدمه
* تعریف عمومی نقشه Plot Plan
* تقسیمات نقشه Plot Plan
- Overall (Master) Plot Plan
- Plant Plot Plan
- Zone Plot Plan
- Unit Plot Plan
- Area Plot Plan
* طرح اولیه فرآیند
* مطالعات امکان سنجی
* پارامترهای تاثیرگذار در مکان یابی یک کارخانه صنعتی
- اقلیم منطقه
- حفظ محیط زیست
- حفاظت در مقابل بلایای طبیعی
- شرایط توپوگرافی منطقه
- بارگیری و تخلیه خوراک و محصول
- امکان تامین نیازهای زیربنایی کارخانه
- امکان تامین نیازهای نیروی انسانی
- امکان دسترسی به جاده های کشوری
- جهت وزش باد غالب
* کدامیک از مدارک مهندسی در طراحی نقشه Plot Plan مورد استفاده قرار می گیرند؟
- نقشه توپوگرافی زمین
- لیست ساختمان ها (Building List)
- مدرک جریان فرآیندی (PFD - Process Flow Diagram)
- مدرک مشخصات فرآیندی تجهیزات (Process Data Sheet)
- مدرک تقسیم بندی مناطق خطر (Hazardous Area Classification)
- مدرک مشخصات اقلیمی منطقه (Site Condition)
- مدرک مبانی طراحی (Design Basis)
- سایر مدارک
* طراحی Plot Plan توسط چه کسی و به چه ترتیبی انجام می شود؟
* مبانی استاندارد طراحی نقشه Plot Plan چیست؟
* نقشه Key Plan چیست و چه کاربردهایی دارد؟
* نقشه Key Plan بر اساس کدام پارامترهای اصلی تهیه می شود؟
* نقشه Key Plan چگونه تهیه می شود؟
بخش 5: چگونه برای یک پروژه در حوزه نفت و گاز طراحی Piping انجام دهیم؟
بخش 6: طراحی اقتصادی سیستم های لوله کشی صنعتی (Piping)
بخش 7: حداقل ها و حداکثرها در لوله کشی سایت های صنعتی
بخش 8: چگونه برای یک پروژه مدرک PMSتهیه نماییم؟
مدرک مشخصات فنی اقلام لوله کشی که در پروژه های مهندسی به اختصار PMS (Piping Material Specification خوانده می شود، از جمله مدارک پایه در طراحی سیستم لوله کشی می باشد. با توجه به تنوع سیالات مورد استفاده در یک پروژه از لحاظ نوع و ساختار شیمیائی، دما، فشار، میزان خورندگی و... بدیهی است که نمی توان برای هدایت آنها تنها از یک جنس و ضخامت لوله و اقلام لوله کشی استفاده نمود. به همین سبب سیالات مورد استفاده در یک پروژه می بایست بر اساس مشخصات و خواص فیزیکی و شیمیائی آنها در فرآیند مربوطه دسته بندی شده و برای هر دسته جنس و ضخامت مناسب لوله و اقلام لوله کشی انتخاب گردد. این دسته ها را در اصطلاح کلاس (Class) می نامند. مشخصات تمام کلاس های مورد استفاده در یک پروژه صنعتی لوله کشی در قالب مدرک PMS تهیه شده و در اختیار مهندسین طراح لوله کشی قرار می گیرد.

جهت خرید جزوه آموزش جامع لوله کشی صنعتی (Piping)، به مبلغ فقط 5000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر محصولات مشابه و فروشگاه ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09016614672 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود.
جزوه آموزش جامع لوله کشی صنعتی (Piping)





